^Source images et texte: simplify3d.com^
Problèmes communs lors de l'impression 3D
SOMMAIRE
- I. L’objet ne s’extrude pas au début de l’impression.
- II. L’objet n’accroche pas au plateau.
- III. Warping.
- IV. Séparation des couches de la pièce.
- V. Les petits détails de la pièce ne sont pas imprimés.
- VI. Surfaces rugueuses au dessus des supports.
- VII. Espaces entre la zone remplie et les lignes.
I. L’objet ne s’extrude pas au début de l’impression.
1. L'extrudeuse n'a pas été amorcée avant l'impression.
La plupart des extrudeuses ont tendance à fuir du plastique lorsqu'elles restent inactives à haute température. Le plastique chaud contenu dans la buse a tendance à s'écouler par l'extrémité, créant ainsi un vide à l'intérieur de la buse. Ce suintement peut se produire au début d'une impression, lors du préchauffage de l'extrudeuse, et également à la fin, pendant son refroidissement. Si votre extrudeuse a perdu du plastique à cause de ce suintement, il est probable que la prochaine extrusion prenne quelques secondes avant que le plastique ne recommence à sortir de la buse. Si vous lancez une impression après un suintement, vous constaterez peut-être le même délai d'extrusion. Pour résoudre ce problème, assurez-vous d'amorcer votre extrudeuse juste avant de lancer une impression afin que la buse soit pleine de plastique et prête à extruder.
2. Buse trop proche du plateau
Si la buse est trop proche de la surface du plateau d'impression, l'extrudeuse ne laissera pas assez de place pour que le plastique s'écoule. L'orifice situé en haut de la buse sera obstrué, empêchant ainsi le plastique de sortir. Ce problème se manifeste facilement si l'impression ne produit pas de plastique pendant les deux premières couches, mais reprend son cours normal vers la troisième ou quatrième couche, à mesure que le plateau descend le long de l'axe Z. Recalibrage requis.

II. L’objet n’accroche pas au plateau
1. Le plateau n’est pas à niveau (Mal placé)
De nombreuses imprimantes sont équipées d'un plateau réglable, doté de vis ou de molettes permettant d'ajuster sa position. Si votre imprimante possède un plateau réglable et que vous rencontrez des difficultés pour faire adhérer la première couche, commencez par vérifier que le plateau est bien plat et de niveau. Un plateau non plat peut présenter des irrégularités : un côté est peut-être trop près de la buse, tandis que l'autre est trop éloigné. Pour obtenir une première couche parfaite, un plateau parfaitement nivelé est indispensable.
2. La buse est trop éloignée du plateau
Une fois votre plateau correctement nivelé, assurez-vous que la buse démarre à la bonne hauteur par rapport à la plateforme d'impression. L'objectif est de positionner l'extrudeuse à la distance idéale de la plateforme : ni trop près, ni trop loin. Pour une bonne adhérence, le filament doit être légèrement comprimé contre la plateforme.
3. La première couche s'imprime trop vite
Lors de l'extrusion de la première couche de plastique sur le plateau d'impression, il est important de s'assurer qu'elle adhère correctement avant de lancer la couche suivante. Si la première couche s'imprime trop vite, le plastique risque de ne pas avoir le temps d'adhérer au plateau. C'est pourquoi il est généralement conseillé d'imprimer la première couche plus lentement afin de laisser le temps au plastique d'adhérer.
4. Les paramètres de température et de refroidissement
Le plastique a tendance à se rétracter lorsqu'il refroidit. Prenons l'exemple d'une pièce de 100 mm de large imprimée en ABS. Si l'extrudeuse imprime ce plastique à 230 °C, mais que le plateau d'impression est froid, le plastique refroidira rapidement après sa sortie de la buse chaude. Certaines imprimantes sont équipées de ventilateurs qui accélèrent ce refroidissement. Si cette pièce en ABS refroidit à température ambiante (30 °C), elle se rétractera de près de 1,5 mm ! Malheureusement, le plateau d'impression de votre imprimante ne se rétractera pas autant, car il est généralement maintenu à une température relativement constante. De ce fait, le plastique aura tendance à se décoller du plateau en refroidissant. Il est important d'en tenir compte lors de l'impression de la première couche. Si vous constatez que la couche semble adhérer initialement, mais se décolle ensuite du plateau en refroidissant, il est possible que vos paramètres de température et de refroidissement soient en cause.
De nombreuses imprimantes conçues pour imprimer des matériaux haute température comme l'ABS sont équipées d'un plateau chauffant afin de pallier ces problèmes. Si le plateau est chauffé à 110 °C pendant toute l'impression, la première couche restera chaude et ne se rétractera pas. Si votre imprimante possède un plateau chauffant, vous pouvez donc essayer de le chauffer pour éviter que la première couche ne refroidisse. En règle générale, le PLA adhère bien à un plateau chauffé entre 60 et 70 °C, tandis que l'ABS fonctionne généralement mieux entre 100 et 120 °C.
Si votre imprimante est équipée d'un ventilateur de refroidissement, vous pouvez le désactiver pour les premières couches afin d'éviter un refroidissement trop rapide. Pour ce faire, cliquez sur « Modifier les paramètres d'impression » puis accédez à l'onglet « Refroidissement ». Vous pouvez ajuster les seuils de vitesse du ventilateur dans le menu de gauche. Par exemple, vous pouvez désactiver le ventilateur pour la première couche, puis l'activer à pleine puissance à partir de la cinquième. Dans ce cas, ajoutez deux seuils : « Couche 1 » à 0 % de vitesse du ventilateur et « Couche 5 » à 100 %. Si vous utilisez du plastique ABS, il est courant de désactiver le ventilateur pendant toute l'impression ; un seul seuil suffit alors (Couche 1 à 0 %). Si vous travaillez dans un environnement venteux, pensez à isoler votre imprimante pour la protéger du vent.
5. La surface du plateau (Colle, ruban adhésif….)
Les différents plastiques adhèrent mieux à certains matériaux. C'est pourquoi de nombreuses imprimantes 3D sont équipées d'un plateau d'impression spécialement conçu pour leurs matériaux. Par exemple, plusieurs imprimantes utilisent une feuille BuildTak sur leur plateau, qui adhère particulièrement bien au PLA. D'autres fabricants optent pour un plateau en verre traité thermiquement, comme le verre borosilicate, qui offre d'excellentes performances avec l'ABS une fois chauffé. Si vous imprimez directement sur ces surfaces, il est essentiel de vous assurer que votre plateau est exempt de poussière, de graisse et d'huile avant de lancer l'impression. Nettoyer le plateau avec de l'eau ou de l'alcool isopropylique peut faire toute la différence.
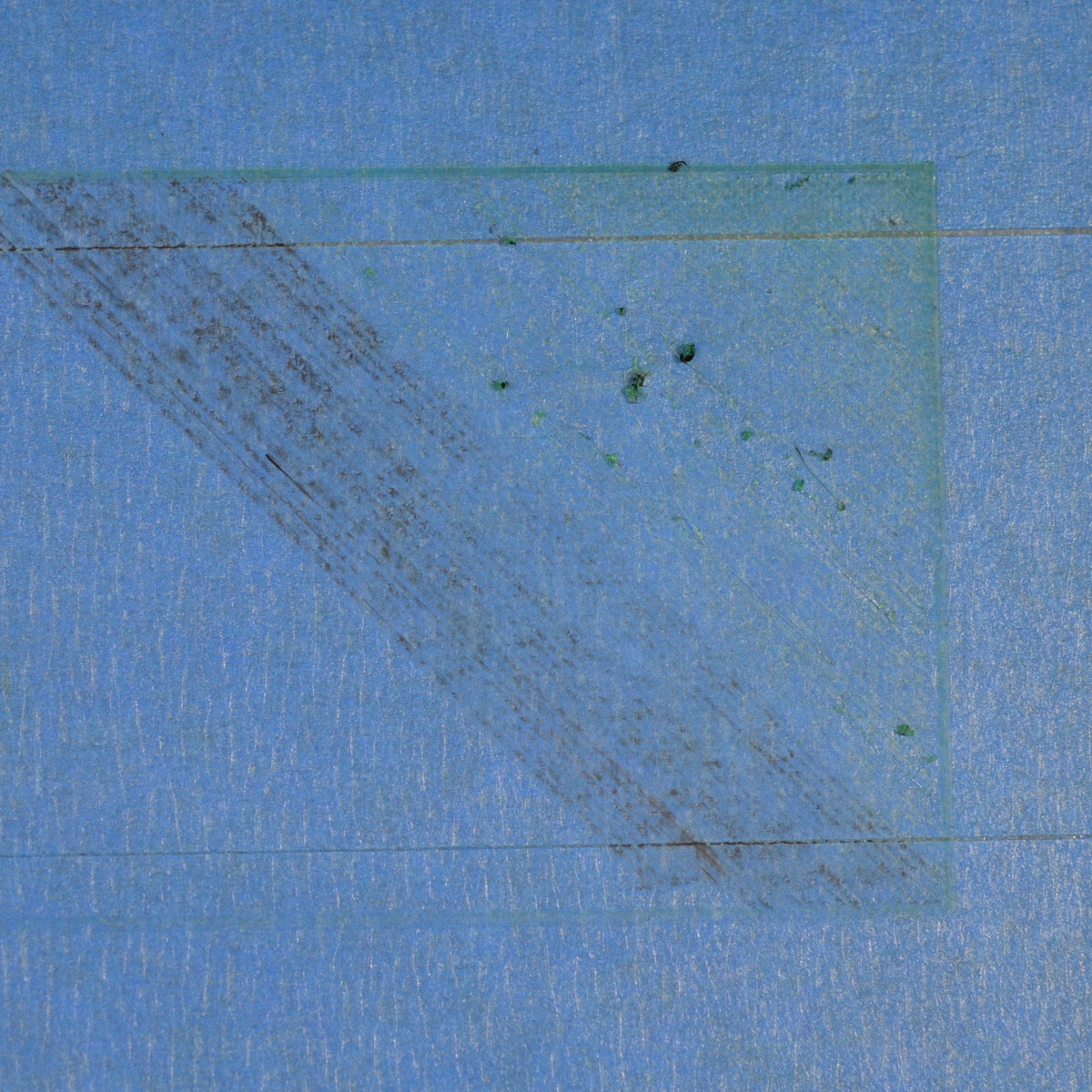
Si votre imprimante ne possède pas de plateau d'impression spécifique pour améliorer l'adhérence, d'autres solutions existent ! Heureusement, plusieurs types de rubans adhésifs adhèrent parfaitement aux matériaux d'impression 3D courants. Des bandes de ruban adhésif peuvent être appliquées sur le plateau et facilement retirées ou remplacées si vous souhaitez imprimer avec un autre matériau. Par exemple, le PLA adhère généralement bien au ruban de masquage bleu, tandis que l'ABS adhère mieux au ruban Kapton (aussi appelé film polyimide). De nombreux utilisateurs ont également obtenu d'excellents résultats en utilisant une colle temporaire ou un spray adhésif sur leur plateau d'impression. La laque pour cheveux, les bâtons de colle et autres substances adhésives sont souvent très efficaces en dernier recours.
6. En dernier recours: Brim et Rafts
Il arrive parfois que l’impression d’une pièce très petite ne dispose pas d’une surface suffisante pour adhérer correctement au plateau d’impression. Pour faire une bordure (ou un « brim ») sur Creality Print, chercher dans les paramètres d’impression à droite la section « Adhérence au plateau » et choisissez une des options :
- Brim : Ajoute des lignes autour de la base de la pièce
- Raft : Créer une base complète sous l’objet

III. Warping
1. Utilisez un plateau chauffant.
De nombreuses imprimantes sont équipées d'un plateau chauffant qui permet de maintenir les premières couches de votre pièce à une température optimale pendant toute l'impression. Pour les matériaux comme l'ABS, il est courant de régler la température du plateau chauffant entre 100 et 120 °C, ce qui réduit considérablement le retrait du plastique dans ces couches. Pour régler la température du plateau chauffant, cliquez sur « Modifier les paramètres d'impression », sélectionnez l'onglet « Température », puis choisissez votre plateau chauffant dans la liste de gauche. Vous pouvez double-cliquer sur la température de consigne pour la modifier.
2. Désactiver le refroidissement par ventilateur.
Vous l'aurez sans doute compris, le refroidissement peut poser problème pour les pièces qui ont tendance à se déformer. C'est pourquoi de nombreux utilisateurs préfèrent désactiver complètement les ventilateurs de refroidissement externes lors de l'impression avec des matériaux comme l'ABS. Cela permet aux différentes couches de rester chaudes plus longtemps, augmentant ainsi vos chances de réussite.
3. Utilisez une enceinte chauffante.
Si un plateau chauffant peut maintenir les couches inférieures de votre pièce à une température adéquate, il peut avoir du mal à empêcher la contraction des couches supérieures lors de l'impression d'objets de plus en plus hauts. Dans ce cas, il peut être utile de placer votre imprimante dans une enceinte permettant de réguler la température de l'ensemble du volume d'impression. Certaines machines sont déjà équipées d'une enceinte externe prévue à cet effet. Si votre machine possède une enceinte chauffante, veillez à garder les portes fermées pendant l'impression afin d'éviter les déperditions de chaleur.
4. Brim et Rafts
Pour régler le problème sur Creality Print, cherchez dans les paramètres d’impression à droite la section « Adhérence au plateau » et choisissez une des options :
- Brim : Ajoute des lignes autour de la base de la pièce
- Raft : Créer une base complète sous l’objet Contre le warping, le brim est plutôt conseillé.
IV. Séparation des couches de la pièce
1. Hauteur de couche trop importante
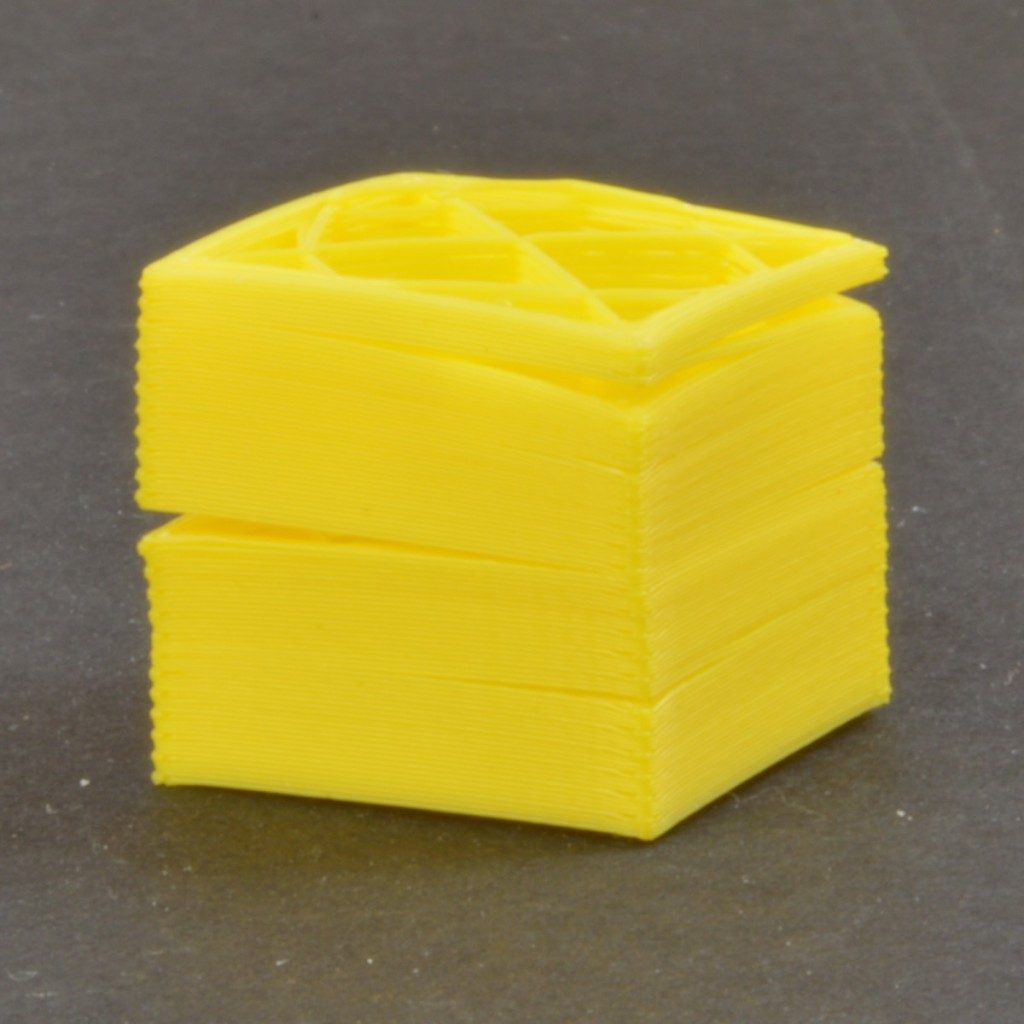
La plupart des buses d'impression 3D ont un diamètre compris entre 0,3 et 0,5 mm. Le plastique est extrudé à travers cette petite ouverture pour créer une fine couche permettant de produire des pièces extrêmement détaillées. Cependant, ces petites buses imposent également des limitations quant à la hauteur de couche. Lors de l'impression de plusieurs couches de plastique, il est essentiel que la nouvelle couche adhère bien à la précédente afin que les deux couches se lient. En règle générale, la hauteur de couche choisie doit être inférieure de 20 % au diamètre de la buse. Par exemple, avec une buse de 0,4 mm, la hauteur de couche ne doit pas dépasser 0,32 mm, sous peine de ne pas pouvoir adhérer correctement à la couche inférieure. Si vos impressions se séparent et que les couches n'adhèrent pas, commencez par vérifier la hauteur de couche par rapport au diamètre de votre buse. Essayez de réduire la hauteur de couche pour voir si cela améliore l'adhérence. Vous pouvez le faire en cliquant sur « Modifier les paramètres de processus » et en sélectionnant l'onglet « Couche ».
2. Température d'impression trop basse
Le plastique chaud adhère toujours beaucoup mieux que le plastique froid. Si vous constatez que vos couches n'adhèrent pas correctement et que vous êtes certain(e) que leur hauteur n'est pas excessive, il est possible que votre filament nécessite une température d'impression plus élevée pour une liaison optimale. Par exemple, si vous essayez d'imprimer du plastique ABS à 190 °C, vous constaterez probablement que les couches de votre pièce se détachent facilement. En effet, l'ABS nécessite généralement une température d'impression d'environ 220-235 °C pour une liaison solide entre les couches. Si vous pensez que cela peut être la cause du problème, vérifiez que vous utilisez la température appropriée pour le filament que vous avez acheté. Essayez d'augmenter la température de 10 degrés pour voir si l'adhérence s'améliore. Pour ce faire, cliquez sur « Modifier les paramètres de processus » et sélectionnez l'onglet « Température ». Double-cliquez simplement sur la température que vous souhaitez modifier.
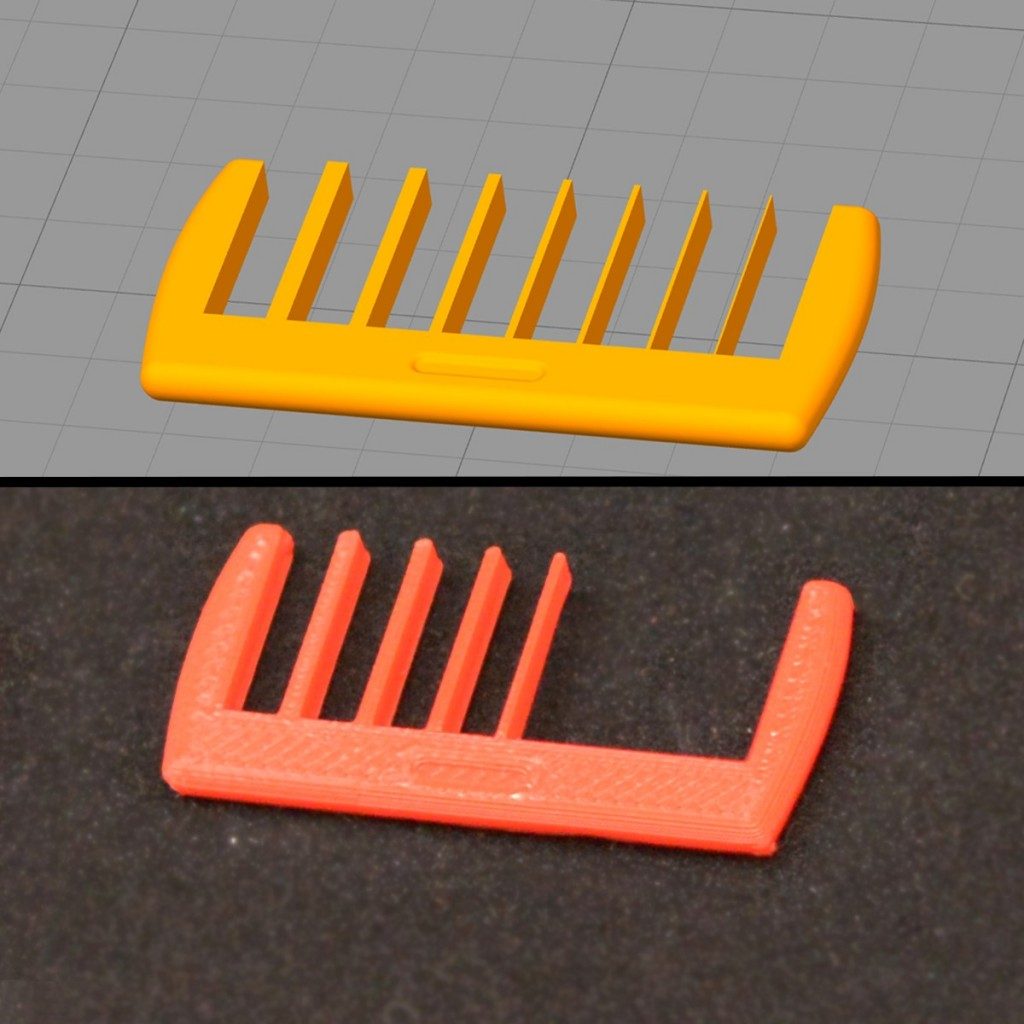
V. Les petits détails de la pièce ne sont pas imprimés
1. Redesigner la pièce en ajoutant des éléments plus épais.
Si vous rencontrez toujours des difficultés pour imprimer ces éléments fins, vous pouvez repenser la pièce afin qu'elle ne comporte que des éléments plus grands que le diamètre de votre buse. Cela implique généralement de modifier le modèle 3D dans le logiciel d'origine pour ajuster la taille des petits éléments.

VI. Surface rugueuse au dessus des supports
1. Réduisez la hauteur de vos couches
Les performances de votre imprimante en matière de porte-à-faux peuvent être grandement améliorées en réduisant la hauteur de vos couches. Par exemple, si vous réduisez la hauteur de couche de 0,2 mm à 0,1 mm, votre imprimante créera deux fois plus de couches, ce qui lui permettra de réaliser des mouvements plus précis lors de la création d'un porte-à-faux. C'est pourquoi vous constaterez peut-être que des supports sont nécessaires pour tout porte-à-faux supérieur à 45 degrés avec une hauteur de couche de 0,2 mm. En revanche, avec une hauteur de couche de 0,1 mm, les performances en porte-à-faux peuvent atteindre 60 degrés. Cela présente l'avantage évident de réduire le temps d'impression et le nombre de supports nécessaires, tout en permettant d'obtenir une surface plus lisse sur la face inférieure de vos pièces. Si vous souhaitez améliorer la qualité d'impression dans cette zone, il s'agit de l'un des premiers paramètres à ajuster.
2. Pourcentage de remplissage des supports
Tout comme pour l'intérieur de votre pièce, vous pouvez également ajuster la densité de vos supports en modifiant le pourcentage de remplissage des supports. Il est courant d'utiliser une valeur d'environ 20 à 40 %, mais vous constaterez peut-être qu'il est nécessaire de l'augmenter si les couches inférieures de votre pièce s'affaissent trop. De nombreux utilisateurs préfèrent également utiliser des structures de support denses pour cette tâche, car elles permettent d'utiliser une densité plus faible pour la majorité des supports et de n'appliquer un pourcentage de remplissage plus élevé qu'à proximité de leur sommet.
3. Couches de séparation verticales
La création de supports amovibles nécessite un équilibre délicat entre la quantité de support fournie au modèle et la facilité avec laquelle ces supports peuvent être retirés. Un support trop important risque d'entraîner une adhérence des supports à la pièce, rendant leur séparation difficile. À l'inverse, un support trop faible facilitera le retrait des supports, mais la pièce risque de manquer de base pour une impression réussie.
4. Décalage horizontal
Le prochain paramètre de séparation à vérifier est le décalage horizontal par rapport à votre pièce. Ce paramètre contrôle la distance latérale entre votre pièce et les supports. Ainsi, tandis que les couches de séparation verticale empêchent le haut des supports d'adhérer au bas de la pièce, le décalage horizontal empêche les côtés des supports d'adhérer aux côtés du modèle. Il est courant d'utiliser une valeur comprise entre 0,2 et 0,4 mm pour ce paramètre, mais il peut être nécessaire de faire des essais pour trouver la valeur optimale en fonction de votre extrudeuse et de votre filament.
5. Utiliser une deuxième extrudeuse
Si votre imprimante est équipée de deux extrudeuses ou plus, vous pouvez obtenir une amélioration significative en utilisant un matériau différent pour vos supports. Par exemple, il est courant d'imprimer des pièces en PLA en utilisant du PVA soluble dans l'eau pour les supports. Comme le modèle et les supports sont imprimés avec des matériaux différents, ils adhèrent moins facilement, ce qui permet un meilleur maintien de la pièce. En utilisant un matériau différent pour les supports, vous pouvez souvent réduire l'espacement vertical supérieur des couches (UHS) à zéro et le décalage horizontal par rapport à la pièce à environ 0,1 mm.
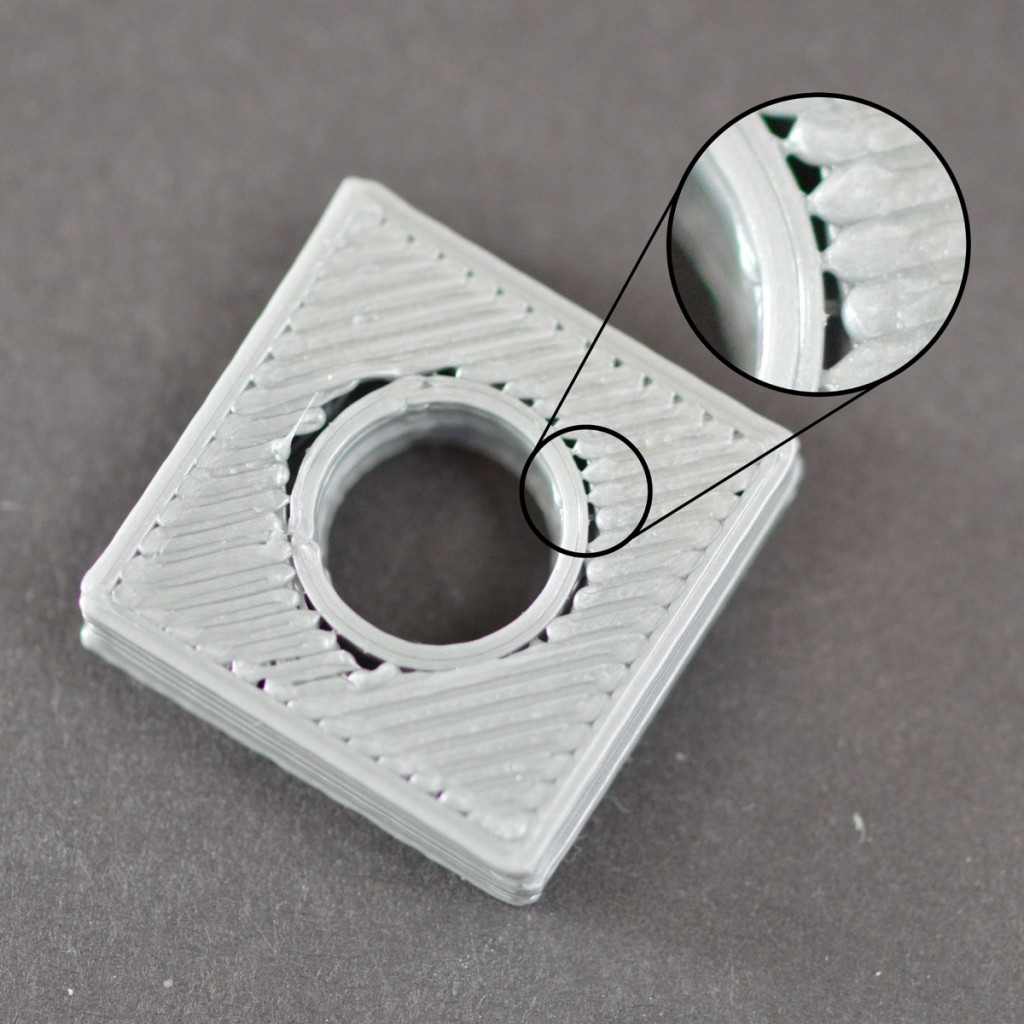
VII. Espaces entre la zone remplie et les lignes
1. Impression trop rapide
Le remplissage de votre pièce est généralement imprimé beaucoup plus rapidement que les contours. Cependant, si le remplissage est imprimé trop rapidement, il n'aura pas le temps d'adhérer correctement aux contours. Si vous avez essayé d'augmenter le chevauchement des contours, mais que vous constatez toujours des espaces entre les contours et le remplissage, essayez de réduire la vitesse d'impression. Pour ce faire, cliquez sur « Modifier les paramètres de processus » et sélectionnez l'onglet « Vitesses ». Ajustez la « Vitesse d'impression par défaut », qui contrôle la vitesse des mouvements de l'extrudeuse lors de l'extrusion active de plastique. Par exemple, si vous imprimiez auparavant à 3 600 mm/min (60 mm/s), essayez de réduire cette valeur de 50 % pour voir si les espaces entre les contours et le remplissage disparaissent. Si les espaces disparaissent à cette vitesse réduite, augmentez progressivement la vitesse d'impression par défaut jusqu'à trouver la vitesse optimale pour votre imprimante.